
Các mã lệnh M trong máy tiện CNC đầy đủ từ A-Z
1. Mã lệnh M trong máy tiện CNC là gì?
Mã lệnh M trong máy tiện CNC được gọi là mã lệnh phụ, điều khiển dòng chương trình. Nó cũng được gọi là mã lệnh hỗ trợ cho mã lệnh G.
Mỗi mã M có một chức năng phụ trợ cho mã G như kiểm soát các hoạt động của máy.
Có nhiều mã M trong hệ điều hành máy CNC như M08, đây là mã bật dung dịch tưới nguội. Khởi động quay trục chính (M0, M03) hoặc để dừng quay trục chính M05,…
Cho phép sử dụng một mã M trong một câu lệnh. Tùy từng trường hợp, một khối lệnh có thể chứa tới 3 mã M.
Việc sử dụng máy tiện CNC đúng kỹ thuật và thao tác. Sẽ đem lại hiệu quả và năng suất cao hơn, giúp tiết kiệm thời gian trong quy trình sản xuất.
2. Các mã lệnh M trong máy tiện CNC
Sau đây là một số mã lệnh M cơ bản trong máy tiện CNC thường được sử dụng:
Mã M
Miêu tả
M00
Dừng chương trình.M01
Dừng chương trình có điều kiện.M02, M30
Kết thúc chương trình, quay lại đầu chương trình.M03
Trục chính quay thuận (theo chiều kim đồng hồ).M04
Trục chính quay nghịch (ngược chiều kim đồng hồ).M05
Dừng trục chính.M06
Thay đổi công cụ.M08
Bật dung dịch tưới nguội.M09
Tắt dung dịch tưới nguội.M10
Đóng thủy lực với máy tiện là chấu cặp (máy FEELLER hệ fanuc series oi-MD)M11
Mở thủy lực máy tiện là chấu cặp (máy FEELLER hệ Fanuc series oi-MD).M12
Đóng thủy lực máy tiện là chấu cặp (GSK 945, STK T200…).M13
Mở thủy lực máy tiện là chấu cặp (GSK 945, STK T200…) .
(Máy Feeler hệ Fanuc series -oi MD thì M12 và M13 là lệnh đóng mở thủy lực của ụ động) Trục chính bật xoay thuận.
M14
Trục chính bật xoay nghịch. Mở thủy lực máy tiện.M30
Kết thúc chương trình và reset.M31
Tải phôi ra trước.M33
Dừng tải phôi.M36
Pallet sẵn sàng.M41
Trục chính quay ở vùng tốc độ thấp.M42
Trục chính quay ở vùng tốc độ cao.M69
Đóng thủy lực mâm cặp.M69
Mở thủy lực mâm cặp.M76
Tắt hiển thị điều khiển.M77
Mở hiển thị điều khiển.M80
Tự động mở cửa.M81
Tự động đóng cửa.M82
Nhả kẹp dụng cụ.M86
Kẹp dụng cụ.M88
Cấp nước làm mát qua trục chính.M89
Ngừng cấp nước qua trục chính.M90
Chế độ ngủ.M97
Gọi chương trình tại chỗ.M98
Gọi chương trình con.M99
Kết thúc chương trình con, tiếp tục gia công theo chương trình chính.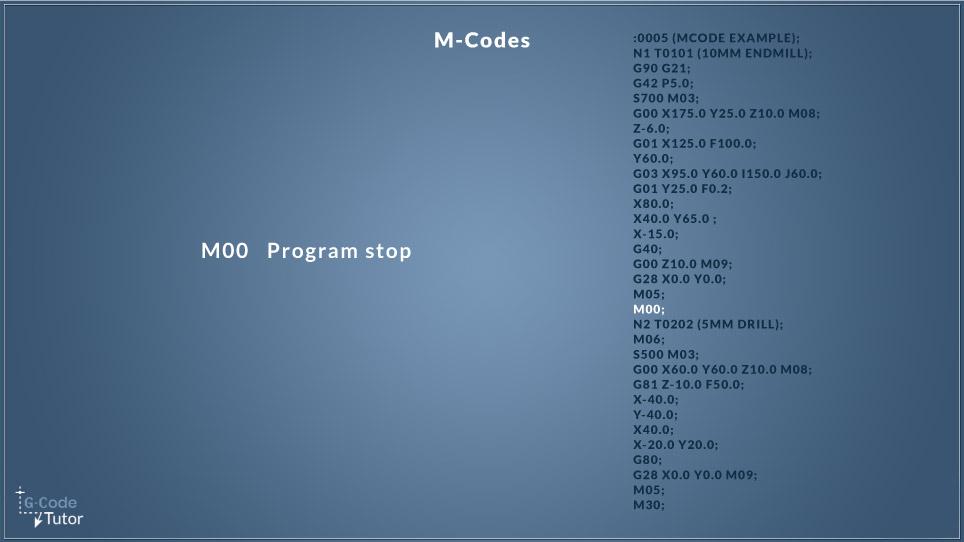
3. Các mã lệnh cơ bản phụ trợ cho mã lệnh M trong máy tiện CNC
Bên cạnh mã lệnh M còn một số các lệnh cơ bản trong tiện CNC phụ trợ cho mã M là mã H, T, S, D, F:
- Mã T: gọi dụng cụ.
- Mã S: dùng để điều khiển trục chính.
- Mã F: dùng điều khiển tốc độ tiến dao.
- Mã D: dùng đưa lệnh bù trừ cho bán kính của dụng cụ.
- Mã H: dùng trong xác định các vị trí bù trừ chiều dài của dụng cụ.
- X, Y, Z, A, B, C là tọa độ theo những trục.
- I, J, K là tọa độ tâm cung tròn theo những trục tương ứng là X, Y, Z.
4. Một số ví dụ về mã lệnh M trong máy tiện CNC
4.1. M03 & M04
M03 - Trục quay theo chiều kim đồng hồ.
M04 - Trục quay theo hướng ngược chiều kim đồng hồ.

M03 là lệnh dùng để bật trục quay theo chiều kim đồng hồ. Nó có thể được chèn vào khối chương trình riêng của nó hoặc trên cùng khối với thông tin khác.
M04 là lệnh dùng để bật trục quay theo hướng ngược chiều kim đồng hồ.
Nơi điển hình để yêu cầu máy khởi động trục chính là sau khi xác định tốc độ trục chính bằng giá trị S, tức là S1500 M03;
N1 T0101;
G21;
S700 M03;
G00 X175.0 Y25.0 Z10.0;
Như chúng ta có thể thấy từ chương trình ví dụ trên, yêu cầu máy bật trục chính ngay sau khi ra lệnh tốc độ trục chính và trước khi máy bắt đầu nhanh chóng vào vị trí bằng lệnh G00. Thao tác này sẽ bật trục chính sau khi cho máy biết tốc độ trục chính cần sử dụng.
M03 là hướng thông thường đối với hầu hết các máy cắt và máy khoan vì lưỡi cắt của dụng cụ cắt theo chiều kim đồng hồ. M04 được sử dụng khi taro mà không sử dụng chu kỳ taro. Và trên máy tiện CNC khi dao được tải ngược cho một số thao tác.
4.2. M05 - Dừng trục chính
Khi máy cắt cách xa thành phần, chúng ta có thể dừng trục chính một cách an toàn bằng Lệnh M05. Việc đưa ra lệnh này sẽ ngăn trục chính (hoặc phôi trên Máy tiện) quay. Điều này thường xảy ra ngay trước khi thay đổi công cụ.
Ví dụ:
G28 X0.0 Y0.0;
M05;
M30;
Trong ví dụ trên, chúng ta dừng trục chính khi máy ở vị trí chính bằng lệnh G28 và trước khi kết thúc chương trình.
4.3. M30
Lệnh M30 dừng máy và cho biết chương trình đã kết thúc, sau đó chương trình được cuộn lại từ đầu.
Trên máy tiện, nếu chu trình liên tục được kích hoạt, máy sẽ bắt đầu chế tạo thành phần tiếp theo mà không cần người vận hành hướng dẫn thêm.

G28 X0.0 Y0.0;
M05;
M30;
M30 luôn là lệnh cuối cùng trong một chương trình.
Người vận hành không những cần phải nắm rõ các mã lệnh M trong máy tiện CNC mà còn phải cập nhật các tính năng mới của máy để vận hành máy tốt nhất. Thông qua tài liệu hướng dẫn sử dụng đi kèm theo máy hoặc tham khảo các chuyên gia từ nhà sản xuất.
Link nội dung: https://cdsphagiang.edu.vn/index.php/cac-m-a35666.html